In the Lean Philosophy, the ideal way of organizing a production line is described to be a One Piece Flow, in which products are moved through different workstations and worked on separately. Liker (2004) describes seven advantages of this type of production, which include increased quality, flexibility and productivity.
But, is One Piece Flow always a viable option? I believe, that just like with every Lean tool, one has to think about whether or not changing the lay-out would bring the organization to a higher level.
This article describes what could be the ideal Lay-out for different type of production processes.
In the following slides, five different types of Lay-out are shown.
From the FIVE TYPES OF PRODUCTION LAY-OUT, four are derived from Askin en Standdridge (1993): Continuous Flow (1), One Piece Flow (2), Batch Flow (3) and Job shop (4). The fifth type comes from Nicholas (1998); the Dock Shop Production (5). These five types of Lay-out are shown in Illustrations 1-4 and are defined as follows:
Continuous Flow, describes a process where there are no waiting times between process steps and no countable number of items. It describes chemical processes like Oil or paint, which are worked on in big tanks.
In a One piece Flow production structure, products can be counted and move through a line, one by one, with inventory of maximum of 1 per workstation. Change overs should be relatively fast, to be able to produce a certain number of products on the same line, like in the Automotive industry, where the products are customized within each product family. When you have 1-5 different products in a family, a one piece flow line could be a possibility.
Batch Flow means products are produced in certain quantities at the time. When change overs are long or expensive compared to the cycle time, for instance in molding a different color of plastics, products can be produced in batches. In a lighter factory for instance, the cases can be molded in quantities of 10.000 because they are small and cheap and have a cycle time of a view seconds, where the change over time would cost a few hours because of the necessary cleaning of the machine. Within Batch production, up to a 100 different products can be produced within the family.
Illustration 2 shows the Job-Shop structure, which us useful when there is no fixed sequence of production steps, the variance in products are big (>100), and cycle times are long (>60 min) and variable per product. Products can move freely between all workstations and because there is no fixed sequence, no ´line´, products can easily overtake one another and do not have to wait when there is a product with extremely high cycle times. An example of Job-shop is a specialized wooden door and window frame factory that makes customized frames and doors. There are 5 different possible operations and each operation has multiple workstations. Each order can be planned individually on each of the operations necessary.
The Dock Shop structure is the last of the 5, and shown in illustration 3. In this case, products are so big, and cycle times so long, that it is more efficient to bring the tools and materials to the product instead of the other way around. One example of Dock Shop is the shipyard, where ships are built customer specific in one dock.
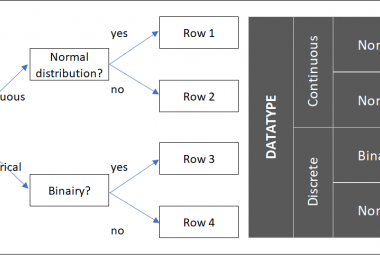
Illustration 4 provides an indication on what type of product lay-out can be used based on the number of products in a family and the volume of products per type. However, there are more than just these two parameters which influence the choice of Lay-out.
As shortly mentioned above, Askin and Standdridge (1993) also describe Cycle times and Change over times as influencing parameters. Nicholas (1998) adds Product dimensions and I´ve added Process Sequence to the list. Illustration 5 which is shown in the slide deck above, but also shown here contains a table in which ranges of the 6 parameters are linked to a certain type of structure.

Illustration 5: Paramenters to decide on a certain Production Lay-out
The table above is meant as a starting point for discussion. Every situation is different and it is possible that a process does not fit one of these 5 possibilities completely. It is also possible that a process contains multiple forms of structure. In one factory I worked, the first half of the process was a Continuous flow, while the second half was a Job shop process.
Within Value Stream design, one tries to implement one piece flow as much as possible. But whether or not One Piece flow is a viable option for a specific situation is dependent on the situation. Improving a flow from a batch to a one piece flow is probably a proper cause; however, trying to turn a Job- or Dock-shop structure into a single piece flow line might not lead to major improvements in your factory. Maybe controlling inventories with supermarkets and kanbans is enough.
Continue to:
SOURCES:
Askin, R. & Standridge, C.1993, Modelling and Analysis of Manufacturing Systems. New York: Wiley
Liker, J., 2004, The Toyota Way, 14 management principles from the world greates manufacturer New York: Mc-Graw Hill (samenvatting)
Nicholas, J. 1998, Competitive Manufacturing Management, New York: Mc Graw Hill