In de voorgaande artikelen beschreef ik al een introductie in 5S, en de fases: scheiden en schikken. Dit artikel beschrijft de 3e en 4e fasen van 5S: schoonmaken en standaardiseren. Al deze artikelen zijn grepen uit het boekje: structureren met 5S (Panneman, 2019).
De derde fase van 5S is SCHOONMAKEN, een activiteit waar werknemers gedeeltelijk of volledig verantwoordelijk voor zijn, afhankelijk van de aard en omvang van de werkplek.
Elk team of individu in kwestie moet zijn of haar eigen speciale machines of werkstations toegewezen hebben om op gezette tijden schoon te maken. Schoonmaken is een doorlopende activiteit, geen eenmalige gebeurtenis. Het is belangrijk dat machines schoongemaakt worden (en mogelijk zelfs onderhouden) door operators die ze gebruiken, omdat waarschijnlijk niemand een machine beter kent dan de operator die de machine dagelijks gebruikt.
Een van de grootste voordelen van het hebben van de gewoonte van operators om hun toegewezen machines en/ of werkstations regelmatig schoon te houden, is dat deze operators kleine afwijkingen kunnen ontdekken die bij gebruik optreden, voordat ze defecten veroorzaken. Dit betekent dat het doel van de schoonmaakfase niet alleen het reinigen van de machine is, maar ook de fase waarin de operators kunnen reageren op afwijkingen van de standaard. Dit is binnen de lean filosofie een belangrijk voorbeeld van lean denken en handelen: het reageren op afwijkingen wanneer je de machine schoonmaakt om mogelijke problemen te voorkomen.
Binnen een productiefaciliteit kunnen verschillende werkgebieden met verschillende kleuren aangewezen worden op een lay-out overzicht van de faciliteit om aan te tonen welk team of individu verantwoordelijk is voor welk gebied.
Het slechts éénmaal schoonmaken van een machine vormt echter geen acceptabele 5S-standaard. Het schoonmaken als onderdeel van 5S gaat over het definiëren van een schoonmaakschema dat het meest geschikt is om ervoor te zorgen dat de machines of werkgebieden ten alle tijden in een goede staat verkeren, en helpt mogelijke defecten en/ of vertragingen te voorkomen.
Hetzelfde geldt voor hulpmiddelen op het schaduwbord. Afhankelijk van de branche waarin je werkt, kan een licht beschadigd gereedschap een grote invloed hebben op de kwaliteit van het product en op de productiviteit van de productie. Het is daarom belangrijk om te bespreken met welk interval en niveau van reiniging in jullie specifieke situatie nodig is.
Het uitvoeren van de schoonmaakfase is uit mijn ervaring vaak een controversieel onderwerp, wat leidt tot discussies onder medewerkers over de beste manier van het uitvoeren van deze activiteit. Aan de ene kant is het schoonhouden van de werkplek duidelijk een wenselijk streven en het is een belangrijk onderdeel van het werken zoals het bedoeld is; met name als het gaat om het bereiken en in stand houden van de hoogste kwaliteitsniveaus voor de producten en/ of diensten die aan klanten worden aangeboden.
Aan de andere kant heeft de tijd die wordt besteed aan het schoonmaken van machines en vloeren een negatieve invloed op de efficiëntie van het proces op de korte termijn. Een bestedingsduur van 30 minuten vandaag kost me vandaag 30 minuten aan productietijd. De uitdaging zal daarom zijn om een schoonmaakschema te ontwerpen dat de tijd die we investeren in proactief reinigen in evenwicht blijft, met de tijd die het in de toekomst bespaart in termen van minder kwaliteitsproblemen.
Hoewel het schoonmaken van de machine mogelijk verband houdt met de technische vaardigheden van de werknemer die er werkt, wordt het schoonmaken van de vloer meestal niet als een taak met toegevoegde waarde door de machinebediener beschouwd, hoewel deze nog steeds van invloed kan zijn op de kwaliteit van het product. Wie welk deel van de schoonmaak doet is daarom ook altijd een onderwerp van discussie.
Naast de discussie over wie wat doet en hoe vaak, moet er ook aandacht zijn voor het verkorten van de tijd die nodig is om de werkplek schoon te houden. We komen hierop terug tijdens de standhoud-fase.
De vierde S in het beoefenen van 5S is de fase STANDAARDISEREN. Zoals bij elke andere afspraak over de manier van werken, moeten de lay-out en organisatorische afspraken van de werkplek in de standaard vastgelegd worden.
Als het gaat om het specificeren van een werkplekstandaard voor netheid en organisatie, volstaat het meestal om een foto van de werkplek of een deel van de werkplek te plaatsen, samen met een uitgebreid schema.
Het is ook een goede gewoonte om alle 3V-informatie (vaste plaats, vast onderdeel, vaste hoeveelheid) te visualiseren op de vloer of muren binnen de toegewezen lijnen. Nogmaals, het belangrijkste doel van 5S is om elke waarnemer in de gelegenheid te stellen afwijkingen zo snel mogelijk te identificeren. Als een aangewezen locatie bijvoorbeeld leeg is, willen we graag weten wat er ontbreekt, zodat we sneller kunnen uitvinden waarom.
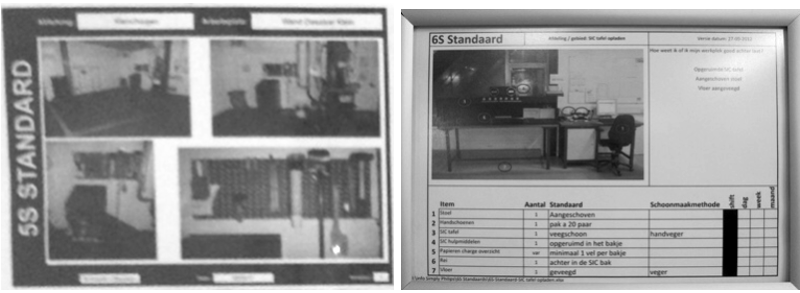
Figuur 3: Twee voorbeelden van een 5S-standaard (BRON: Panneman, 2019)
Het publiceren van de 5S-standaarden voldoet aan die vereiste. Figuur 3 toont twee foto's van verschillende 5S-standaarden in de praktijk bij twee van de fabrieken waar ik in het verleden heb gewerkt. Het linker voorbeeld heeft 4 afbeeldingen (van verschillende hoeken) van een werkgebied in de gestandaardiseerde configuratie.
Omdat deze standaard op het werkgebied aan de muur hangt, kan een operator (of iemand anders) de vergelijking maken tussen de huidige toestand van het werkgebied en hoe deze onderhouden zou moeten worden.
In het voorbeeld aan de rechterkant van figuur 3 is er slechts één afbeelding in het document, maar het bevat ook een lijst met de belangrijkste items voor dat gebied, en een schoonmaakschema.
Een bijkomend voordeel dat voortkomt uit het hebben van een duidelijk gedocumenteerde standaard (die in de bovenstaande voorbeelden één-bladzijde zijn), is dat ze gebruikt kunnen worden als trainingshulpmiddelen als het gaat om het trainen van nieuwe operators over hoe de werkplek georganiseerd is en waarom het nodig is om het in die toestand te behouden.
Ten slotte zullen de gevestigde 5S-standaarden (zoals alle standaarden) als uitgangspunt dienen voor het continue verbeteren ervan. Alleen als er een goed gedocumenteerde standaard is van de huidige staat van de werkplek zoals afgesproken met alle teamleden, kunnen verbeteringen van de standaard besproken worden. Dit komt omdat als er geen standaard als startpunt voor de discussie is, teamleden mogelijk iets verbeteren dat niet hoort te gebeuren of iets verbeteren dat in het verleden al door anderen gestandaardiseerd is.
Verbeteringen kunnen bestaan uit de behoefte aan minder hulpmiddelen op een werkstation, een verbetering van de ergonomie of het verkorten van de tijd die nodig is om het werkstation schoon te houden.
Het is dus belangrijk om te beseffen dat zowel een gestandaardiseerde uitvoering als een standaard in de loop van de tijd gewijzigd kan worden als dat nodig is. Het vermogen om verbeteringen na te streven en aan te brengen vereist dat beide aan te passen zijn wanneer een betere manier of een hoger prestatieniveau gewenst is.
Ga verder naar:
5S in de praktijk - Standhouden
BRON:
Panneman, T., 2019, Structureren met 5S - De Leantool voor Effectieve Verbetering in Organisaties, Dublin: MudaMasters (samenvatting / Bestel dit boek)